




数控深孔钻镗床供应_数控深孔钻镗床_巨泰机床
德州市巨泰机床制造有限公司
经营模式:生产加工
地址:德州市陵城区边临镇(德尔利工业园内)
主营:深孔加工刀具,辅具有:标准深孔钻头,深孔镗头 ,滚压头 ,镗
业务热线:0534-2359978

产品详情
联系方式
产品品牌:巨泰机床
供货总量:不限
价格说明:议定
包装说明:不限
物流说明:货运及物流
交货说明:按订单
有效期至:长期有效
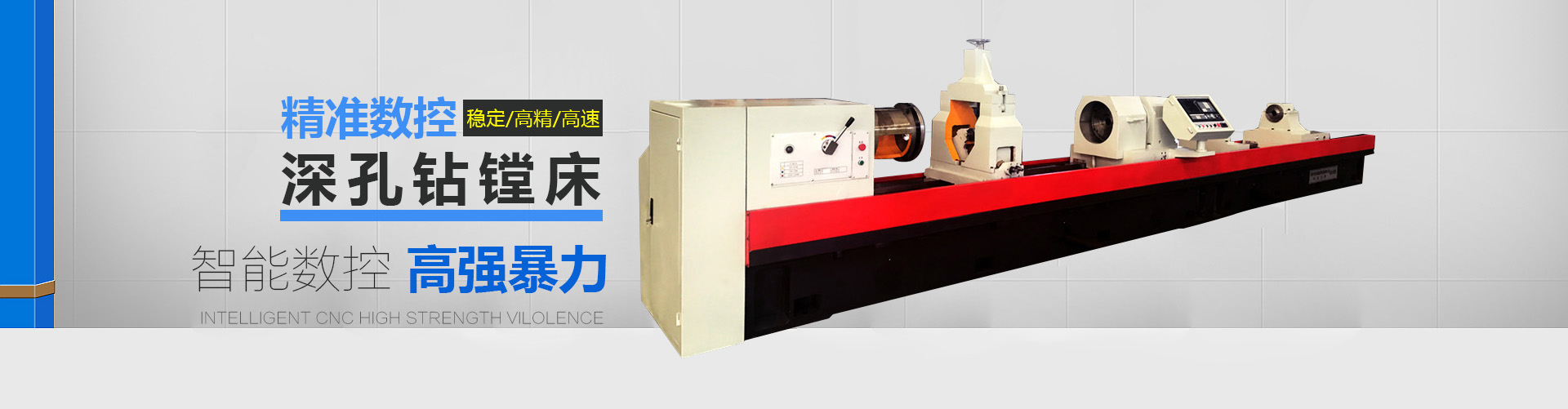
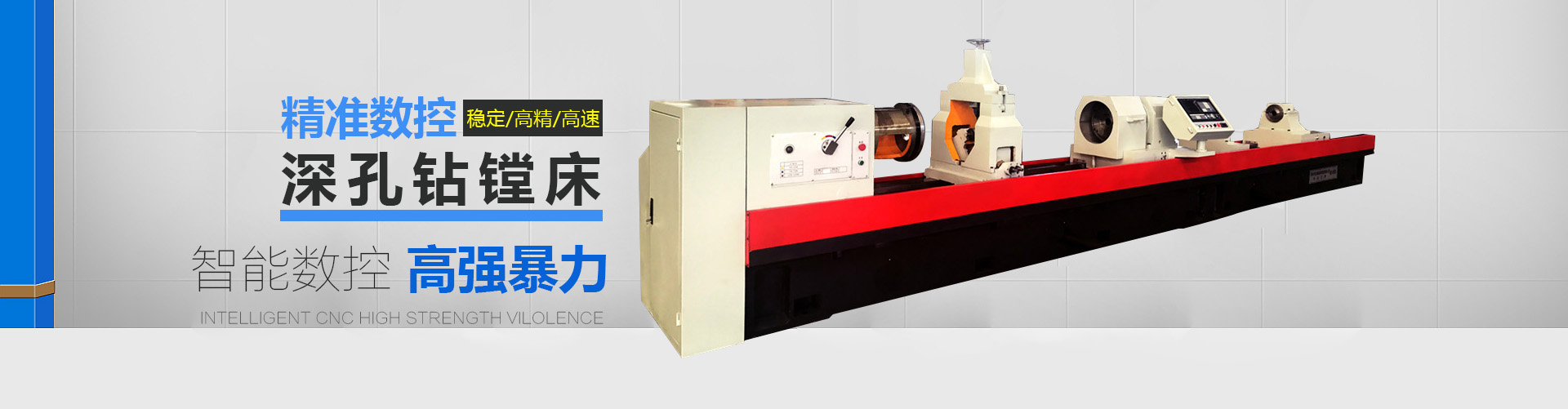
数控深孔钻镗床供应_数控深孔钻镗床_巨泰机床
德州深孔钻镗床,双轴数控深孔枪钻多少钱,德州深孔刀具品牌
深孔钻镗床是加工圆柱形深孔零件的专用机床,适用于圆柱形深孔工件的钻镗削加工,镗孔时采用授油器供油,通过切削区,把切屑排向床头的排屑斗。钻孔时采用内排屑方式(BTA)方式,即授油器供油,退过切削区,把切屑由钻杆内部排向床身后部的排屑斗。 深孔钻镗床采用PLC控制,授油器和进给拖板往复运动均采用伺服电机控制,传动采用居两导轨中部的齿条传动,保证了超长运动中进给传动的精度和刚性的要求。床体两侧安装防护,并采用地上油箱结构,改善了机床环境。机床可配两组合自动或手动涨缩高效刀具,大大提高了机床加工效率。

如何对深孔钻镗床进行安全操作 深孔钻镗床是常见的一种机床,不知大家对这类机床的认识有多少呢,下面小编简单通过几点带大家认识一下深孔钻镗床: 1.适当增加深孔钻镗床钻头锋角可减小钻削径向力,有利于在深孔钻加工中降低导向块的磨损和减小钻孔的偏斜度。 2.改变深孔钻镗床钻头角度和刀齿宽度,必须保证径向合力始终压向导向块,绝不允许偏离导向块方向。径向力既不可太小,也不可太大。太小的径向力会使钻头导向削弱,容易产生振动;太大的径向力容易破坏导向块的油膜,使导向块磨损较快。所以在深孔钻加工中要十分注意此问题。 3.提高深孔钻镗床导向块或引导孔的精度,加强导向作用。控制机床主轴、导向套及连接器内孔三者的同轴度误差必须小于0.03mm。

深孔钻镗床在使用的时候有的客户会反应会出现孔径偏大或者斜孔的现象,针对这种现象我们公司的专家给大家做出了解释,下面就分享给大家。 1.如果深孔钻镗床不稳定话就会对加工质量造成影响,这样就造成出现斜孔火车孔径偏大。 2.深孔钻镗床的枪钻刀尖角度磨不到位。这个因素是在于操机师傅的经验,现在很多操机师傅只会开机不会磨刀,到时很多时候出现断刀崩刃,还会出现打的孔偏大的情况,由于刀尖未磨到位,刀尖与工件接触时产生震动导致钻孔过大或者直接断刀崩刃。 3.如果加工的工件过于硬或者有杂质,这种现象有可能就会造成震动较大,杂质也会造成钻孔过大或者断刀崩刃


张丽媛先生
手机:18263061358


